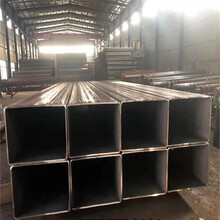
110*400*10矩形管 泰岳 Q345B方管 汽车制造用 厂家工业中常用的一价阳离子是NH4+和Na+。黄铁矾堆积后,溶液中铁的浓度一般降到1~5kg∕m3。湿法炼锌中黄铁矾法典型的操作分3个根本过程:中性浸出、热酸浸出和黄铁矾堆积。在中性浸出阶段,酸性电解贫液被锌焙砂ZnO中和,得到含铁酸锌的渣和供电解堆积锌的中性硫酸锌溶液。铁酸锌渣在热酸浸出段用补克了硫酸的电解贫液构成的热酸中溶解,得到的含Zn和Fe的浸出液再在黄铁矾堆积段处理,先用锌焙砂调整酸度,再参加硫酸铵或硫酸钠堆积碱金属黄铁矾。
方矩管,是方形管材和矩形管材的一种称呼,也就是边长相等和不相等的的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J
1、方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%, 当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。
2、方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%
3、方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%
工艺分类
方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。



其中焊接方管又分为
1、按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管
2、按焊缝分——直缝焊方管、螺旋焊方管。
材质分类
方管按材质分: 普碳钢方管、低合金方管。
1、普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等。
2、低合金钢分为:Q345、16Mn、Q390、ST52-3等。
生产标准分类
方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。
断面形状分类
方管按断面形状分类:
1、简单断面方管:方形方管、矩形方管。
2、复杂断面方管:花形方管、开口形方管、波纹形方管、异型方管。
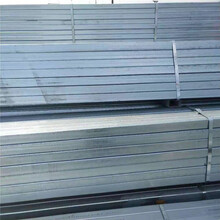
表面处理分类
方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管。
用途分类
方管按用途分类:装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管。
壁厚分类
方矩管按壁厚分类:超厚壁方矩管、厚壁方矩管和薄壁方矩管。


生产线工艺流程:采用技术1)采用侧进侧出可热装和冷装料的蓄热式步进梁式加热炉,提高了废气余热回收率,节省了能源消耗;采用热装工艺,有效的利用了钢坯余热,减少了煤气消耗。加热炉能力为16t/h(冷坯),2t/h(热坯)。炼钢连铸机生产的热坯通过辊道送到棒材生产线,实现连铸坯热送热装,热装温度≥65℃达9℃。热送热装率达87%以上。车间内设备采用高架布置,轧线设备布置在车间内+5.m的混凝土平台上。轧线主轧机均采用无牌坊高刚度短应力线轧机结构、直流电机单传动,全线轧机采用平立交替布置,无扭轧制,粗轧和中轧采用微张力轧制,精轧机组采用活套无张力轧制,可产品的。轧机以大重量连铸坯(16*16*12)为原料,采用全连续轧制。轧机强度高,电机功率大,粗轧机组电机功率均为618KW,单边轧制压力2KN,单边轧制力矩12KNm,轧制能力是国内同类型轧线的一到两倍,适合高速、低温轧制,能够满足各种钢种的控制轧制要求。轧机采用液压横移装置,以便快速更换孔型;轧机采用整体机架快速更换装置,备机的装配及调整均在轧辊机修间内预设定完成,可大大缩短更换品种的时间。采用切分轧制生产工艺。φ1-φ16螺纹钢采用三切分生产工艺。φ18-φ22螺纹钢采用二切分生产工艺,φ22两切分是目前国内规格的两切分轧制。精轧机组成品机架及成品前机架主电机功率为14KW(其他架次为1KW),高出国内其它生产线电机功率,可大规格产品进行切分轧制。
应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等。
在线装配或要求快速安装钢丝螺套的情况下使用电动或气动的半自动安装扳手以获得快速、可靠的安装。钢丝螺套安装后,为检查所形成的标准内螺纹孔精度等级,可用相应的级别塞规检验。锁紧型和中间型钢丝螺套例外。折断安装柄通孔时,要将钢丝螺套安装柄折断,一般用冲断器对准安装柄,用2g左右的榔头猛打一下即可去除,对18×2.5以上的粗牙钢丝螺套和14×1.25以上的细牙钢丝螺套,可尖嘴钳上下弯曲安装柄就能折断。